When you think about pharmaceutical manufacturing, one thing stands above everything else — safety. Every pill, vaccine, and injectable must be produced in an environment that guarantees purity, consistency, and zero contamination.
That’s why pharmaceutical cleanroom construction plays such a crucial role in protecting both patients and production integrity.
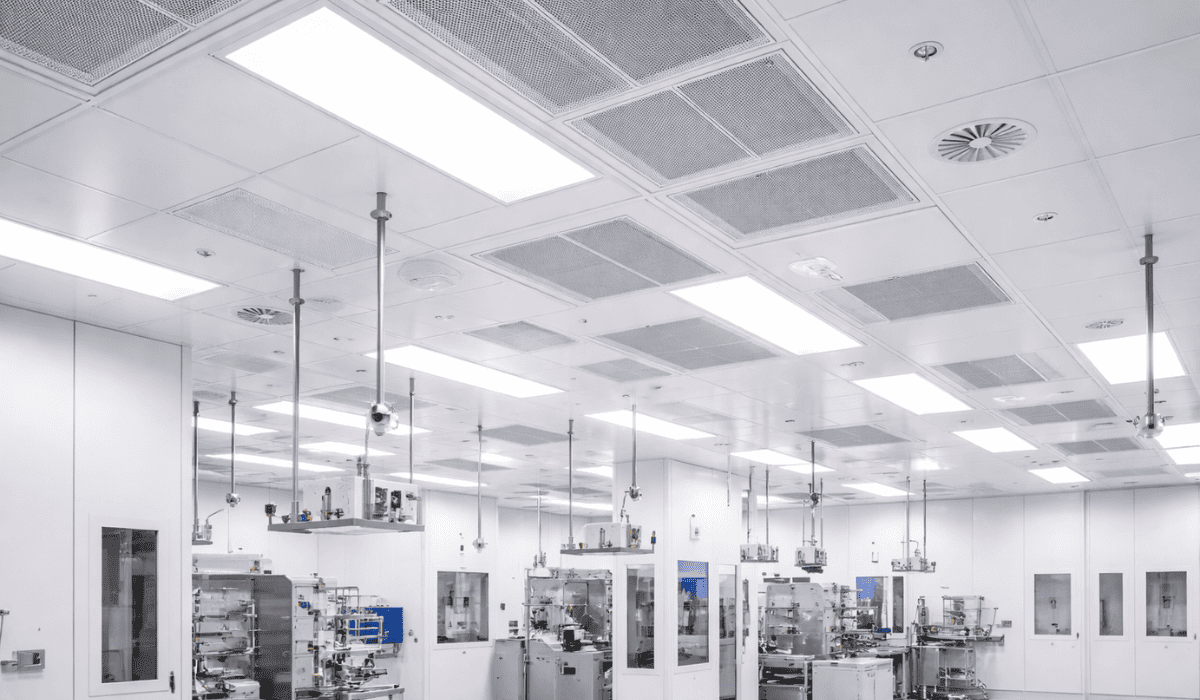
A cleanroom isn’t just a room with filters — it’s a controlled environment engineered to eliminate particles, microbes, and airborne contamination at every stage of manufacturing.
At Ultrapure Technology, we specialize in GMP and FDA-compliant cleanroom construction for the pharmaceutical industry.
With more than three decades of experience, our turnkey approach ensures your facility meets all global cleanliness and safety standards — from design to certification.
Let’s break down how cleanroom construction directly supports product safety, compliance, and efficiency in modern pharma facilities.
Why Pharmaceutical Cleanrooms Are Essential
Pharmaceutical manufacturing involves sensitive processes — mixing, compounding, filling, packaging, and testing — all of which can be affected by even the smallest airborne particle.
Without a properly designed cleanroom, products could be contaminated by:
- Dust or fibers from the environment
- Microorganisms carried by workers or air currents
- Chemical vapors or residues from equipment
- Cross-contamination between products
These risks make a pharmaceutical cleanroom not just a preference but a regulatory requirement.
Government agencies like the U.S. Food and Drug Administration (FDA) and the European Medicines Agency (EMA) require drug manufacturers to operate in GMP-compliant cleanrooms that meet strict environmental conditions.
Key Standards for Pharmaceutical Cleanroom Construction
Before any construction begins, it’s important to understand the compliance standards that govern pharmaceutical cleanrooms.
Here are the three most critical ones:
1. ISO 14644 Standards
ISO 14644 defines how “clean” the air inside a cleanroom must be. It classifies cleanrooms by the number of particles per cubic meter of air.
For pharmaceutical applications, ISO Classes 5–8 are the most common.
- ISO Class 5: Used for sterile filling or critical manufacturing zones.
- ISO Class 7–8: Used for support or packaging areas.
Every air system, HEPA filter, and airflow path is designed around these limits.
2. GMP (Good Manufacturing Practice)
GMP standards govern the overall quality and safety of pharmaceutical production. A GMP-compliant cleanroom ensures that:
- Materials and surfaces are smooth, non-porous, and easy to clean.
- Airflow prevents contamination between zones.
- Personnel follow strict gowning and entry procedures.
- Environmental monitoring is continuous and documented.
GMP compliance isn’t just about construction — it’s about how the cleanroom supports safe, repeatable processes.
3. FDA Requirements
The FDA enforces GMP guidelines under 21 CFR Part 210 and 211. During inspections, the FDA checks that your facility meets standards for:
- Environmental control
- Cleanroom layout and airflow
- Documentation and maintenance
- Validation and testing
A properly built cleanroom gives you confidence during any FDA audit or inspection.
The Cleanroom Construction Process Explained
Building a pharmaceutical cleanroom requires precision, planning, and teamwork. At Ultrapure Technology, we follow a step-by-step process that ensures compliance from concept to certification.
Step 1 – Design and Planning
It all begins with a detailed design phase. Our engineers meet with your team to understand:
- The type of drugs or products you manufacture
- Required ISO classifications and room grades
- Temperature, humidity, and pressure requirements
- Workflows and contamination-control needs
We then create custom layout drawings, airflow maps, and zoning diagrams that separate “clean” and “non-clean” areas to prevent cross-contamination.
Step 2 – Material Selection
Materials are critical in cleanroom construction. For pharmaceutical environments, every surface must be non-shedding, non-porous, and chemical resistant.
We use:
- Powder-coated steel or aluminum panels for walls and ceilings
- Seamless epoxy or vinyl flooring
- Hermetically sealed doors and windows
- Stainless steel fixtures for durability and hygiene
These materials help maintain sterility and simplify cleaning between batches.
Step 3 – Airflow and Filtration Systems
The heart of every cleanroom is its air handling system.
We install HEPA and ULPA filters that remove 99.97% of airborne particles down to 0.3 microns.
Our engineers design laminar airflow systems that push filtered air evenly across the room, sweeping particles out through return vents.
Proper airflow direction and differential pressure ensure that clean air always flows from the cleanest zone outward, never the other way around.
Step 4 – Construction and Installation
With plans approved and materials selected, construction begins. Our experienced technicians handle:
- Modular wall and ceiling installation
- HVAC and filtration system setup
- Electrical, plumbing, and lighting integration
- Pressure and sealing tests during assembly
Because Ultrapure offers turnkey cleanroom construction, every part of the project — from walls to air systems — is managed under one team for efficiency and quality control.
Step 5 – Testing and Validation
Once construction is complete, we perform validation testing to verify that the cleanroom performs exactly as designed.
Tests include:
- Airflow velocity and volume measurement
- Particle count verification (for ISO compliance)
- Filter integrity and leak testing
- Temperature, humidity, and pressure monitoring
When the cleanroom passes all tests, it receives ISO and GMP certification, ready for FDA inspection or third-party audits.
How Cleanroom Design Protects Product Safety
The goal of pharmaceutical cleanroom construction is simple: to create a controlled space where contaminants can’t reach your product.
Here’s how smart design and engineering make that possible.
Controlled Air Quality
Every cubic meter of air entering the cleanroom passes through multiple filtration stages.
This ensures consistent purity and eliminates bacteria, dust, and chemical particles that could compromise product safety.
Pressure Differentials
By maintaining slightly higher air pressure in clean zones, cleanrooms ensure that when doors open, air flows outward, preventing unfiltered air from entering critical spaces.
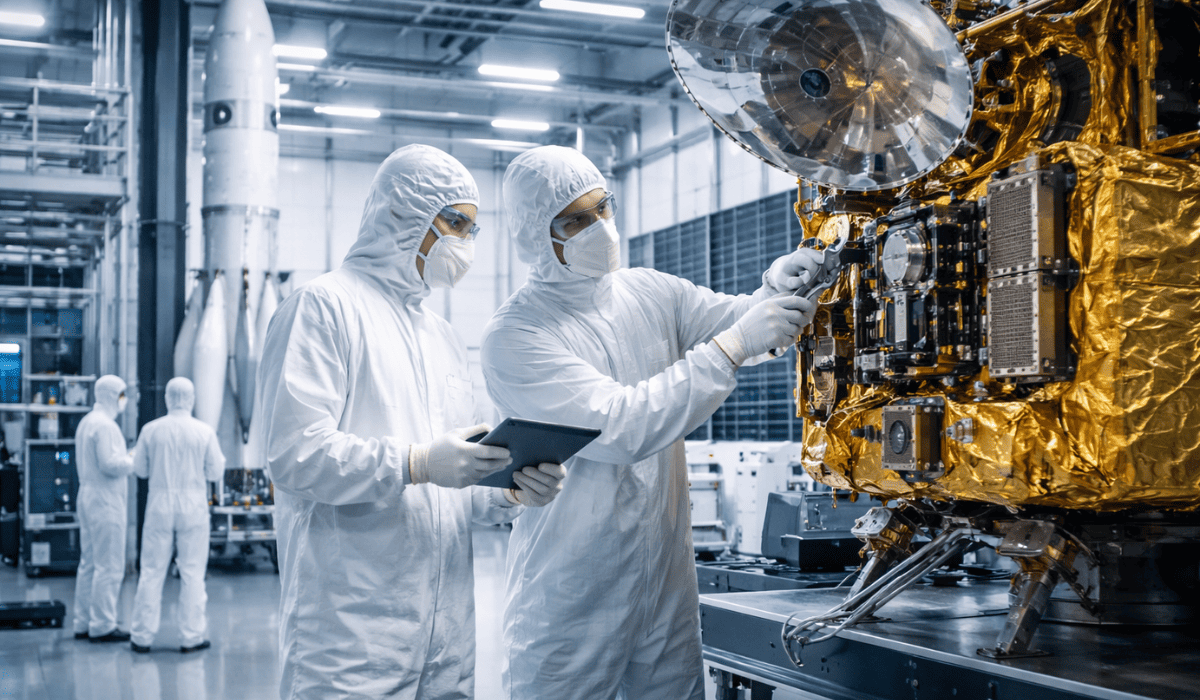
Zoning and Personnel Flow
People are one of the biggest contamination sources.
A well-planned layout uses gowning rooms, airlocks, and pass-through chambers to control personnel movement.
This design limits particle introduction and supports GMP compliance.
Temperature and Humidity Control
Stable environmental conditions preserve ingredient integrity and ensure consistent results during mixing and packaging.
Modern cleanrooms include automated monitoring to maintain precise temperature and humidity levels 24/7.
Compliance Benefits of a Well-Built Pharmaceutical Cleanroom
When built by an experienced contractor, your cleanroom does more than meet minimum requirements — it becomes a foundation for quality and trust.
1. Audit Readiness
A cleanroom built to GMP and ISO standards makes FDA or third-party inspections stress-free.
All systems, materials, and records align with global expectations.
2. Reduced Contamination Risks
Proper air control, filtration, and zoning minimize contamination events — protecting both your products and your reputation.
3. Improved Efficiency
Streamlined layouts and modular construction allow faster production cycles and easier equipment maintenance without disrupting cleanliness.
4. Long-Term Reliability
With high-quality materials and precise engineering, pharmaceutical cleanrooms can last decades with proper maintenance and periodic re-certification.
Why Choose Ultrapure Technology for Pharmaceutical Cleanroom Construction
At Ultrapure Technology, we don’t just build cleanrooms — we build confidence.
Our team combines design, construction, and validation expertise under one roof, delivering a true turnkey solution that meets every regulatory requirement.
Here’s why leading pharmaceutical and biotech companies trust us:
- 30+ years of cleanroom experience across the United States
- Over 500 completed projects meeting ISO, GMP, and FDA compliance
- In-house engineers and technicians, no outsourcing delays
- Custom modular, single-pass, and softwall cleanroom systems
- Comprehensive validation and documentation packages
We understand how critical your environment is to your operation — and we treat every project with that same level of care and precision.
Custom ISO Cleanrooms for Specialized Pharmaceutical Needs
Every pharmaceutical process has unique requirements, from sterile injectable production to packaging of sensitive compounds.
Custom ISO cleanrooms allow facilities to meet these specific operational needs while remaining compliant with ISO 14644, GMP, and FDA standards.
By leveraging cleanroom design and construction expertise, Ultrapure Technology ensures that each cleanroom is tailored for airflow, pressure differentials, and environmental control, giving pharmaceutical manufacturers a fully optimized, contamination-free environment.
Cleanroom Customization and Installation Contractors
Partnering with experienced cleanroom installation contractors is essential to ensure your facility operates safely and efficiently.
Cleanroom customization goes beyond layout design, it involves selecting the right modular systems, integrating HEPA or ULPA filtration, and setting up airflow and pressure zones according to ISO class requirements.
Proper installation reduces contamination risk, streamlines workflow, and allows your pharmaceutical cleanroom to maintain compliance while supporting future scalability.
Final Thoughts
Product safety in the pharmaceutical industry starts long before a drug reaches the market — it begins inside the cleanroom where it’s made.
A properly designed and constructed pharmaceutical cleanroom ensures that every process takes place in a contamination-free environment, protecting patient health and meeting every regulatory standard.
When you work with Ultrapure Technology, you get more than just construction — you get complete GMP and ISO 14644 compliance, backed by decades of proven expertise.
If you’re planning a new facility or upgrading an existing one, we’re here to help you build a cleanroom that performs flawlessly — today and for years to come.
Contact Ultrapure Technology today to discuss your next pharmaceutical cleanroom project.
Frequently Asked Questions (FAQs)
What is a pharmaceutical cleanroom and why is it important?
A pharmaceutical cleanroom is a highly controlled space where air cleanliness, temperature, humidity, and pressure are carefully maintained to prevent contamination during drug manufacturing. It’s essential because it ensures product purity, safety, and regulatory compliance, protecting patients and maintaining consistent production quality.
What standards must pharmaceutical cleanrooms meet?
Pharmaceutical cleanrooms must meet ISO 14644 for air cleanliness, GMP (Good Manufacturing Practice) for process and facility control, and FDA guidelines for product safety. These standards work together to make sure the cleanroom environment stays free from particles, microbes, and other contaminants that could affect product integrity.
How does cleanroom construction help prevent contamination?
During pharmaceutical cleanroom construction, every detail is designed to block contamination — from airtight modular walls and HEPA filters to air pressure zoning and seamless flooring. Controlled airflow, sealed surfaces, and strict personnel procedures ensure that dust, bacteria, and chemical particles can’t reach the production area.
Can a cleanroom be customized for different pharmaceutical processes?
Yes. Cleanrooms can be custom-designed based on the type of drug or manufacturing process. For example, sterile injectables may require ISO Class 5 or GMP Grade A areas, while packaging zones can operate under ISO Class 7 or 8. Ultrapure Technology designs flexible, modular cleanrooms to meet each facility’s unique production and safety needs.
How often should a pharmaceutical cleanroom be tested or re-certified?
Cleanrooms should be tested and re-certified at least once a year, or after any renovation, equipment change, or major maintenance. Testing includes particle counts, airflow, humidity, and pressure verification. Regular re-certification ensures the facility continues to meet GMP and ISO 14644 standards year after year.


{kind=link}
{kind=link}
{kind=link}
{kind=link}