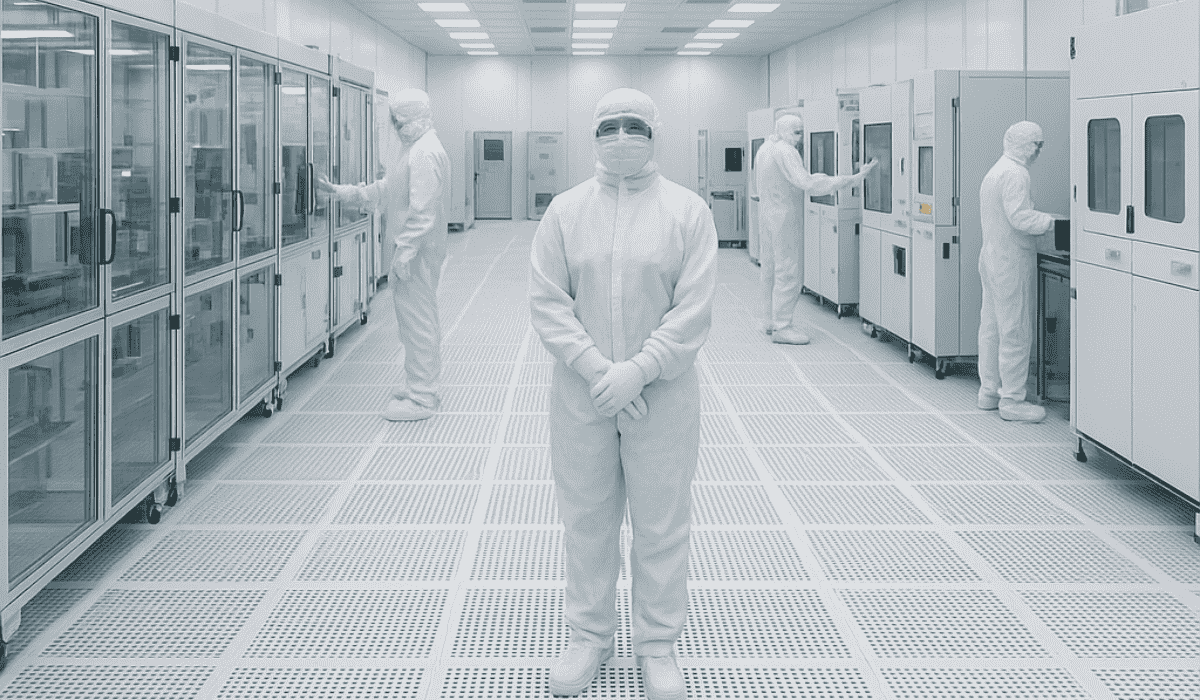
In the world of semiconductor manufacturing, precision isn’t just important — it’s everything.
A single dust particle, smaller than what the human eye can see, can destroy an entire wafer or ruin hours of production.
That’s why ISO 5 cleanrooms are the gold standard for semiconductor environments.
At Ultrapure Technology, we’ve spent more than three decades designing and constructing semiconductor cleanrooms that meet ISO 5 standards — combining ultra-clean environments with efficiency, compliance, and long-term performance.
If you’re planning a new cleanroom or upgrading an existing facility, understanding the principles of ISO 5 cleanroom design can make all the difference.
Let’s walk through what ISO 5 means, what it requires, and how you can design a cleanroom that meets — and maintains — this elite level of cleanliness.
What Is an ISO 5 Cleanroom?
ISO 5 is one of the most stringent cleanliness classifications defined by ISO 14644-1, the global standard for cleanroom design and performance.
In an ISO 5 cleanroom, the air must contain no more than 3,520 particles per cubic meter of air that are 0.5 microns or larger.
To put that in perspective, the air in a typical office contains 35 million such particles per cubic meter.
That means ISO 5 environments must control:
- Airborne particles (dust, aerosols, contaminants)
- Airflow and pressure differentials
- Temperature and humidity
- Static and vibration levels
- Personnel and material movement
These requirements are especially critical in semiconductor manufacturing, where microchips and integrated circuits are created at nanoscale precision.
Why Semiconductor Facilities Require ISO 5 Cleanrooms
Semiconductor fabrication — often called “fabs” — involves complex processes like lithography, etching, deposition, and wafer testing. Each step is extremely sensitive to contamination.
A single contaminant can cause a defect in circuitry, leading to yield loss, product failure, or costly recalls.
That’s why semiconductor facilities rely on ISO 5 cleanrooms for critical stages such as:
- Photolithography and patterning
- Thin film and deposition processes
- Wafer etching and cleaning
- Assembly and inspection
ISO 5 environments ensure a high yield, consistent product quality, and compliance with industry requirements for microelectronic manufacturing.
The Key Elements of an ISO 5 Semiconductor Cleanroom Design
Designing a semiconductor cleanroom requires balancing engineering precision with regulatory compliance.
Here are the main design elements you must consider to meet ISO 5 standards.
1. Airflow Design and Air Change Rate
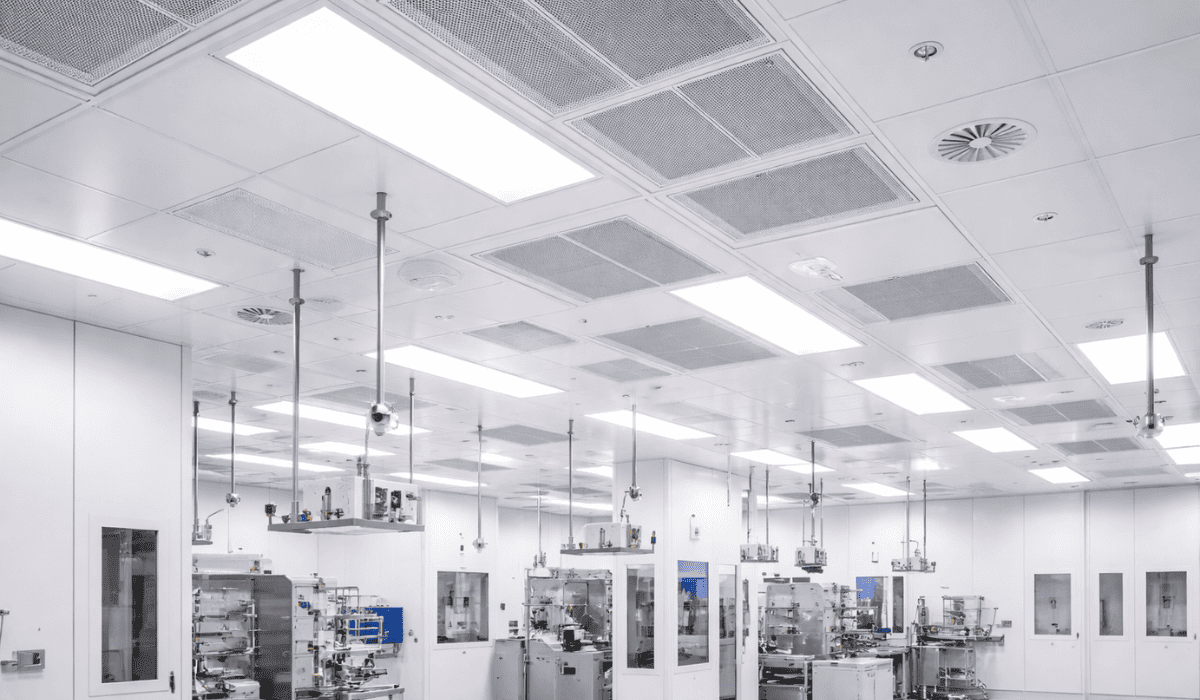
Airflow is the foundation of every cleanroom. In an ISO 5 environment, it’s essential to have a unidirectional (laminar) airflow system.
- Air enters through HEPA or ULPA filters in the ceiling, moving in a single direction (usually vertical) toward the floor.
- This air sweeps away contaminants and prevents turbulence, which could cause particles to recirculate.
- ISO 5 cleanrooms typically require 240–360 air changes per hour, maintaining constant particle removal.
The airflow must be engineered to provide complete coverage without creating dead zones or pressure fluctuations.
At Ultrapure Technology, we use computational fluid dynamics (CFD) to simulate airflow patterns before construction, ensuring optimal particle control from day one.
2. Filtration System and Pressure Control
Cleanroom air filtration defines cleanliness.
ISO 5 cleanrooms require HEPA filters (99.97% efficiency at 0.3 microns) or ULPA filters (99.999% at 0.12 microns) for critical areas.
Filtration systems are installed strategically across:
- Ceiling plenums
- Air showers and pass-throughs
- HVAC return paths
To prevent cross-contamination, pressure differentials must be maintained between adjacent rooms:
- Higher pressure in cleaner areas
- Lower pressure in less controlled zones
For semiconductor facilities, this ensures that no unfiltered air enters the production space.
3. Temperature and Humidity Control
Semiconductor processes are highly sensitive to both temperature and humidity.
Even small fluctuations can cause wafer deformation, chemical instability, or electrostatic discharge (ESD).
Typical ISO 5 cleanrooms maintain:
- Temperature: 20°C ± 1°C
- Relative humidity: 40%–50%
This precise control is achieved through dedicated cleanroom HVAC systems that operate 24/7, supported by sensors and automated monitoring for real-time adjustment.
4. Cleanroom Layout and Zoning
The layout of your cleanroom affects how efficiently people and materials move — and how well contamination is controlled.
An effective ISO 5 layout includes:
- Airlocks and gowning rooms at entry points
- Separate zones for different process stages
- Defined personnel and material flow paths to prevent cross-traffic
- Pass-through chambers to move materials without breaking containment
In semiconductor facilities, zoning is especially crucial. Areas like wafer etching or lithography require the highest cleanliness, while support areas can be ISO 6–8.
Ultrapure Technology designs layouts that align with your workflow — not just your floorplan — ensuring optimal efficiency and compliance.
5. Surface Materials and Finishes
Every surface inside a semiconductor cleanroom must resist particle generation and be easy to clean.
The materials used must be non-shedding, chemical-resistant, and smooth to minimize contamination.
Common materials include:
- Walls: Non-porous vinyl or epoxy-coated panels
- Ceilings: Aluminum grid or gel-seal ceiling systems
- Floors: Conductive epoxy or vinyl for ESD control
- Work surfaces: Stainless steel or phenolic resin
At Ultrapure Technology, we use modular wall systems that allow for rapid installation, seamless joints, and long-term durability — perfect for semiconductor environments.
6. Lighting and Visibility
Lighting directly impacts inspection accuracy, especially in wafer fabrication.
ISO 5 cleanrooms typically use LED fixtures with sealed housings to prevent dust infiltration.
The goal is to maintain 500–1,000 lux at work surfaces, with color rendering that supports detailed visual inspection without glare or shadowing.
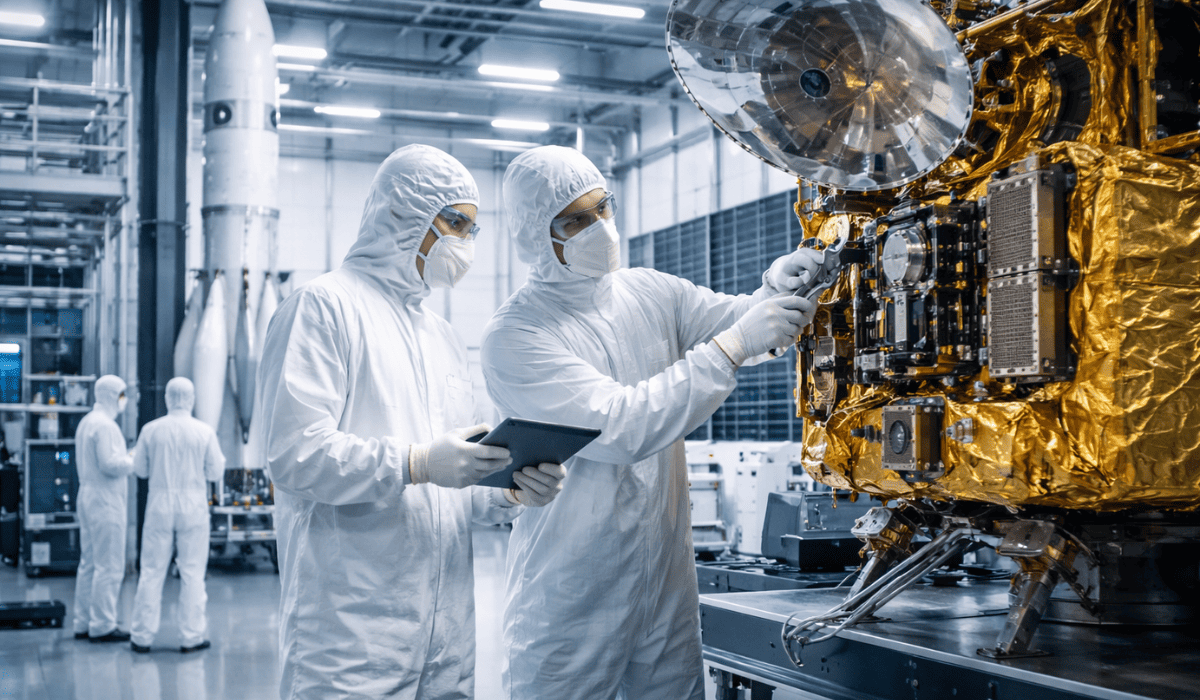
7. Personnel Gowning and Protocols
Even with perfect engineering, human movement is the biggest contamination risk.
Every ISO 5 cleanroom must have:
- Air showers or gowning airlocks
- Full-body cleanroom garments, gloves, masks, and booties
- Controlled entry and exit procedures
Training is equally critical. Workers must understand how to move, handle materials, and maintain cleanliness during every shift.
The Step-by-Step Design Process for an ISO 5 Cleanroom
At Ultrapure Technology, we follow a structured design-build process to ensure every semiconductor cleanroom meets ISO standards, budget goals, and operational needs.
Step 1 – Needs Assessment
We begin by understanding your process, production volume, and cleanliness requirements.
This includes:
- Determining ISO classification for each zone
- Identifying sensitive processes (like lithography or deposition)
- Evaluating available space and infrastructure
This step ensures the design is perfectly aligned with your workflow — not just regulations.
Step 2 – Concept and Engineering Design
Our engineering team develops conceptual layouts, airflow diagrams, and pressure maps.
We model:
- Airflow direction and velocity
- Filtration placement
- Temperature and humidity profiles
- Electrical and ESD grounding plans
The design complies with ISO 14644, SMACNA, and GMP standards.
Step 3 – Material Selection and Fabrication
We choose materials that ensure long-term performance and easy maintenance.
Each component — from wall panels to ductwork — is manufactured or sourced to meet ISO 5 requirements for surface smoothness and non-porosity.
Step 4 – Construction and Installation
Our in-house team handles all aspects of construction, including:
- Modular wall assembly
- Ceiling and filtration installation
- HVAC and electrical integration
- ESD flooring and sealing
We maintain strict safety and cleanliness protocols during installation to protect your facility and ensure fast turnaround.
Step 5 – Testing, Commissioning, and Certification
After construction, every system is validated through:
- Airflow testing (velocity and uniformity)
- Particle count and filtration efficiency
- Pressure differential verification
- Temperature and humidity stability tests
Once validated, we provide full ISO 5 certification documentation and maintenance guidance.
The Importance of Ongoing Maintenance and Monitoring
An ISO 5 cleanroom isn’t just built — it’s maintained.
Continuous monitoring ensures that every environmental condition remains within specification.
Best practices include:
- Real-time particle monitoring systems
- Routine HEPA filter integrity testing (DOP tests)
- Scheduled cleaning and gowning audits
- Calibration of sensors and alarms
Ultrapure Technology also provides ongoing service plans, including re-certification, filter replacement, and environmental audits, helping you stay compliant year after year.
Common Challenges in ISO 5 Semiconductor Cleanroom Design
Even experienced teams face challenges during cleanroom planning. Some common issues include:
- Space Constraints: Many facilities retrofit existing buildings, requiring innovative airflow and zoning solutions.
2. Energy Efficiency: ISO 5 cleanrooms consume significant energy. Advanced HVAC and variable fan systems can reduce costs.
3. Process Integration: Equipment layout must align with airflow direction to avoid turbulence or hot spots.
4. Compliance Documentation: Regulatory audits demand detailed validation records — a service Ultrapure provides with every build.
Addressing these challenges early leads to smoother operations and lower lifecycle costs.
Why Choose Ultrapure Technology for Semiconductor Cleanroom Design
Designing an ISO 5 semiconductor cleanroom is not a DIY task. It requires engineering precision, compliance knowledge, and real-world experience.
At Ultrapure Technology, we offer:
- 30+ years of cleanroom design and construction expertise
- Over 500 completed projects across the U.S.
- Full compliance with ISO 14644, GMP, and FDA standards
- In-house engineers, builders, and validation specialists
- Turnkey design-build services for semiconductor, biotech, and aerospace industries
We handle everything — from design and construction to certification and maintenance — so your team can focus on innovation, not contamination.
Related Cleanroom Solutions
In addition to ISO 5 semiconductor cleanrooms, we provide specialized construction for:
- Pharmaceutical Cleanrooms
- Biotechnology Cleanrooms
- Medical Device Cleanrooms
- Aerospace and Defense Cleanrooms
- Single-Pass and Softwall Cleanrooms
Each solution is tailored for your process, industry, and compliance requirements.
Partner with Ultrapure Technology
A semiconductor cleanroom isn’t just another room — it’s the heartbeat of your production line.
When built correctly, it safeguards your equipment, your people, and your reputation.
At Ultrapure Technology, we take pride in delivering ISO 5-certified semiconductor cleanrooms that combine innovation with reliability.
From consultation to construction and validation, every step is handled with precision and care.
Ready to start your project?
Contact Ultrapure Technology today to discuss your semiconductor cleanroom design and get a solution that meets ISO 5 standards — built to perform, built to last.
FAQs
What is an ISO 5 cleanroom?
An ISO 5 cleanroom is a highly controlled environment defined by ISO 14644-1 standards, allowing no more than 3,520 particles per cubic meter (≥0.5 microns). It is one of the strictest cleanliness levels used in industries like semiconductor manufacturing.
Why are ISO 5 cleanrooms important for semiconductor manufacturing?
Semiconductor processes involve nanoscale precision, where even microscopic contamination can damage wafers or circuits. ISO 5 cleanrooms minimize particle presence, ensuring high product yield and reliability.
What is the particle limit in an ISO 5 cleanroom?
An ISO 5 cleanroom allows a maximum of 3,520 particles per cubic meter of air for particles sized 0.5 microns or larger, maintaining ultra-clean conditions.
What are custom ISO cleanrooms and how do they benefit specialized industries?
Custom ISO cleanrooms are purpose-built cleanroom environments designed to meet specific ISO classifications and industry regulations. These cleanrooms support precise workflows, maintain contamination control, and ensure compliance for pharmaceuticals, medical devices, and semiconductor manufacturing, providing both operational efficiency and regulatory confidence.
How does cleanroom customization improve facility performance?
Cleanroom customization allows facilities to align the design, airflow, and filtration systems with specific operational and regulatory needs. Tailored cleanroom layouts and modular designs enhance contamination control, workflow efficiency, and scalability, making them ideal for critical pharmaceutical, biotech, and medical device processes.
Why is working with certified cleanroom installation contractors important?
Partnering with cleanroom installation contractors ensures proper assembly of modular panels, HVAC systems, and filtration units. Professional installation minimizes contamination risks, maintains ISO and GMP compliance, and guarantees that the cleanroom performs reliably for long-term production and research applications.


{kind=link}
{kind=link}
{kind=link}
{kind=link}