Designing and building a cleanroom isn’t like constructing a regular room or lab. It’s a carefully engineered environment where temperature, humidity, air pressure, and particle levels must be precisely controlled every second of every day.
Every detail — from wall panels to HVAC systems — must meet strict standards like ISO 14644, GMP, or FDA guidelines.
At Ultrapure Technology, we’ve spent more than 30 years perfecting the art and science of cleanroom design and build.
We’ve delivered more than 500 cleanrooms across the United States — for industries like pharmaceuticals, biotechnology, microelectronics, aerospace, and medical devices — and every project follows a proven process that guarantees compliance, safety, and performance.
In this guide, let’s walk through how the cleanroom design and build process works — from your very first consultation to final certification — and why working with a turnkey cleanroom solutions company makes all the difference.
Step 1 – Understanding Your Industry and Project Requirements
Every cleanroom starts with a clear understanding of what you do and why you need it.
Different industries have very different contamination risks, airflow needs, and cleanliness standards. For example:
- Pharmaceutical cleanrooms must meet GMP and FDA regulations to prevent cross-contamination.
- Biotech facilities require containment and biosafety levels for sensitive research.
- Semiconductor and microelectronics cleanrooms focus on eliminating even microscopic particles.
So before design begins, our engineering team meets with your team to define:
- What ISO classification your cleanroom must meet (ISO 5, 6, 7, or 8).
- What kind of operations will take place (research, assembly, manufacturing, testing).
- Temperature, humidity, and pressure needs.
- Space constraints, utilities, and existing building conditions.
- Future expansion possibilities.
This early collaboration helps ensure that the cleanroom we design fits not only today’s production goals but also tomorrow’s growth.
Step 2 – Site Evaluation and Feasibility Study
Once we understand your project goals, we conduct a detailed site evaluation. This step is where the “build” side starts influencing the “design.”
A feasibility study helps answer critical questions like:
- Can the existing structure support a cleanroom layout?
- What’s the best location for airflow systems, ductwork, and filtration?
- Are there vibration or contamination sources nearby that need control?
- What is the optimal workflow layout to separate clean and non-clean zones?
Our team reviews the site’s mechanical, electrical, and plumbing systems to determine what upgrades or reinforcements are needed. The goal here is to minimize surprises during cleanroom construction — because a well-planned project saves both time and cost.
Step 3 – Conceptual Design and Layout Development
Once the feasibility study confirms the project scope, we move into conceptual design. This stage brings your cleanroom to life on paper.
We develop 3D renderings, layout drawings, and airflow diagrams that show how people, products, and air will move through the facility. During this phase, we also identify:
- Room classifications (ISO zones).
- Air change rates and filtration specifications.
- Cleanroom zoning (clean vs. gray areas).
- HVAC load calculations for temperature and humidity control.
- Lighting, flooring, and wall systems that meet your application.
Each design is customized — no “one-size-fits-all.” A biotech research lab might need modular softwall cleanrooms for flexibility, while a semiconductor plant may require a fully integrated hardwall system with HEPA filtration.
The conceptual design ensures the entire system — mechanical, electrical, and architectural — works as one seamless, efficient unit.
Step 4 – Engineering, Compliance, and Documentation
Cleanrooms are regulated environments, so compliance documentation is critical. This stage involves translating the approved concept into engineering drawings and regulatory plans.
At Ultrapure Technology, our engineers prepare:
- Full mechanical and electrical schematics.
- HVAC and filtration specifications.
- Cleanroom classification and validation protocols.
- Bill of materials and construction documents.
Every drawing and component is reviewed to align with standards such as:
- ISO 14644-1 and ISO 14644-2 (for particle control and monitoring).
- GMP (Good Manufacturing Practice) standards for pharmaceuticals and biotech.
- FDA and USP 797/800 requirements for sterile compounding.
- BSL (Biosafety Level) guidelines for biotech and lab containment.
This stage ensures your cleanroom is “audit-ready” long before construction begins.
Step 5 – Construction and Installation
Now the real transformation begins.
With drawings approved and materials ready, cleanroom construction starts under the supervision of our certified project managers. Because we’re a turnkey cleanroom design and build company, all major steps are handled in-house — no delays waiting on outside contractors.
Materials and Components Installation
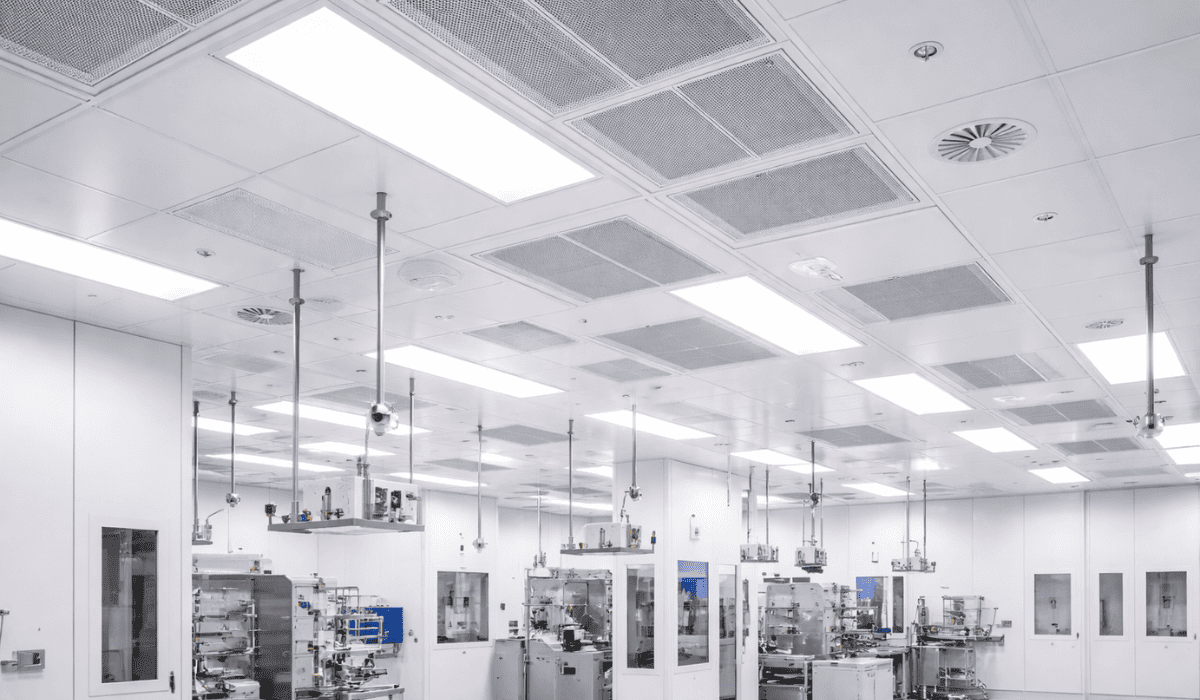
- Walls and Ceilings: We install modular wall panels, ceiling grids, and framing systems designed for smooth, easy-to-clean surfaces.
- HVAC & Filtration: HEPA and ULPA filters are integrated with precision airflow systems to meet ISO particle limits.
- Lighting & Electrical: Energy-efficient LED lighting and sealed fixtures maintain brightness while minimizing contamination.
- Flooring: Seamless vinyl or epoxy flooring provides anti-static, cleanable surfaces.
- Doors & Pass-Throughs: Airlocks, pass-through cabinets, and interlocked doors maintain cleanroom pressure differentials.
Construction Coordination
We coordinate every discipline — from mechanical engineers to electricians — so the project flows smoothly without overlap or delay. Real-time progress tracking, inspections, and daily reports keep your team informed from start to finish.
Because modular systems are pre-engineered, we often complete installation 40–50% faster than traditional builds.
Step 6 – Testing, Commissioning, and Validation
Once installation is complete, we don’t just hand you the keys — we prove performance.
Our certified cleanroom technicians perform a full series of tests to validate that every system meets its specified standards.
Testing includes:
- Particle Count Tests (to verify ISO classification).
- Airflow Velocity and Uniformity Tests (for laminar flow and turbulence).
- Temperature, Humidity, and Pressure Verification.
- HEPA/ULPA Filter Integrity Testing.
- Room Recovery Time Tests.
If the cleanroom passes every validation step, it receives an official certification and final documentation package — including test reports, drawings, and operating manuals.
This gives your quality team complete assurance that the cleanroom is compliant, stable, and ready for production or research.
Step 7 – Training, Handover, and Maintenance Support
Even the best cleanroom needs proper handling to maintain performance.
Once validation is complete, we provide hands-on training sessions for your operators and maintenance staff. We explain:
- How to manage gowning and personnel flow.
- How to maintain temperature, humidity, and filtration.
- When to schedule filter replacements and re-certification.
Ultrapure Technology also offers ongoing maintenance programs that include periodic testing, cleaning, and calibration. With this proactive approach, your facility stays compliant and efficient for years to come.
Why Turnkey Cleanroom Solutions Make All the Difference
Many companies try to handle cleanroom projects through separate vendors — one for design, one for HVAC, one for construction. That often leads to miscommunication, cost overruns, and delays.
A turnkey cleanroom solutions provider, like Ultrapure Technology, eliminates those risks. Here’s how:
- Single Point of Responsibility: One team handles design, engineering, and build — so there’s no confusion.
- Faster Timelines: With modular systems and in-house coordination, projects finish faster and smoother.
- Cost Control: Integrated design-build models prevent change orders and budget surprises.
- Compliance Assurance: Our team knows exactly how to meet ISO, GMP, and FDA standards across all industries.
- Custom Flexibility: Whether you need a pharmaceutical suite, semiconductor cleanroom, or softwall lab, we design around your specific pocess.
In short, a turnkey approach means you get a fully functional, validated cleanroom — on time, on budget, and built to perform.
Applications Across Multiple Industries
The cleanroom design and build process we follow can be customized for nearly any controlled environment. Some of the most common applications include:
- Pharmaceutical Manufacturing: GMP and FDA-compliant cleanrooms for compounding, packaging, and testing.
- Biotechnology Research: BSL cleanrooms for genetic, tissue, and vaccine development.
- Medical Device Production: ISO 7 and 8 cleanrooms for precision assembly.
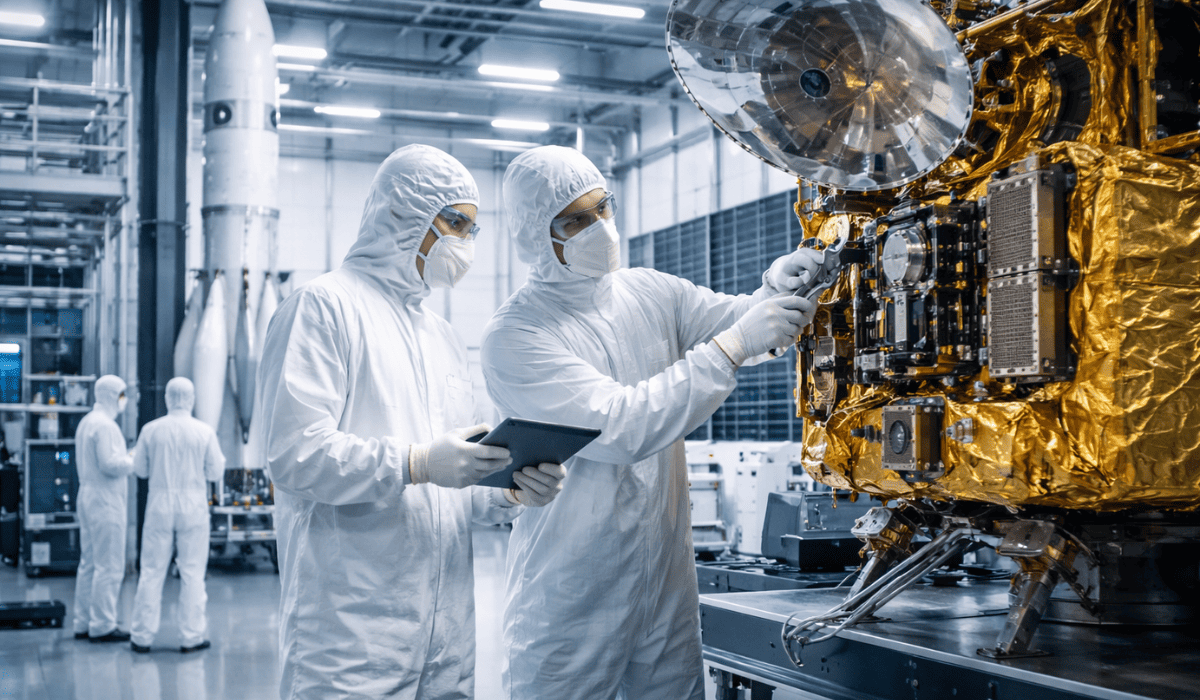
- Semiconductor & Microelectronics: Ultra-low particulate rooms for wafer fabrication and assembly.
- Aerospace Manufacturing: Controlled environments for satellite and optical component assembly.
- EV Battery & Energy Storage: Dry rooms with ultra-low humidity control for lithium-ion production.
Each project uses the same core process but is customized to meet your industry’s specific regulatory and performance needs.
What to Expect When You Partner with Ultrapure Technology
When you work with Ultrapure Technology, you get more than a contractor — you get a partner. We bring together certified engineers, technicians, and project managers who understand the science behind clean environments.
Here’s what sets us apart:
- Over 30 years of experience in cleanroom construction across the U.S.
- More than 500 completed projects for leading high-tech and life-science companies.
- In-house design, build, and validation services — a complete turnkey process.
- Full compliance with ISO, GMP, and FDA standards.
- Custom modular and single-pass systems for any industry or budget.
We take pride in designing cleanrooms that not only meet compliance — but exceed expectations for reliability, efficiency, and long-term performance.


{kind=link}
{kind=link}
{kind=link}
{kind=link}